فارسی
فارسی


A quality control system with a camera can monitor the quality of different products and detect defects. To control the quality of a product, we need to capture the image of the product with a camera, then transfer this image to a computer, and process it using suitable software.
For registration in the “Machine Vision Training Course with Halcon Software,” click here.
Detecting Product Defects with a Camera
Quality control with a camera involves capturing an image with a camera and processing it to examine the accuracy of the product. In the example below, images of products are taken with a camera, and these images are sent to a computer for processing. Lighting is used in camera-based quality control to improve the image quality. As you can see in the image, a ring light or ring light is used to illuminate the product.

After detecting product defects, they can be removed from the production line using an operator (such as a jack).
Quality Control Cameras
Quality control cameras in Iran are commonly known as industrial cameras. The working principles of these cameras are similar to regular cameras, with the difference that:
- Industrial cameras usually provide better image quality.
- These cameras are designed for industrial environments and can be mounted on a stand with screws.
- Industrial cameras can capture images using a pulse or a low-pressure signal (12 or 24 volts).
One of the most reputable brands producing industrial cameras is Basler. The image below shows several Basler industrial cameras. For more information about Basler cameras, click here.

Image Capture from the Production Line with Quality Control Cameras
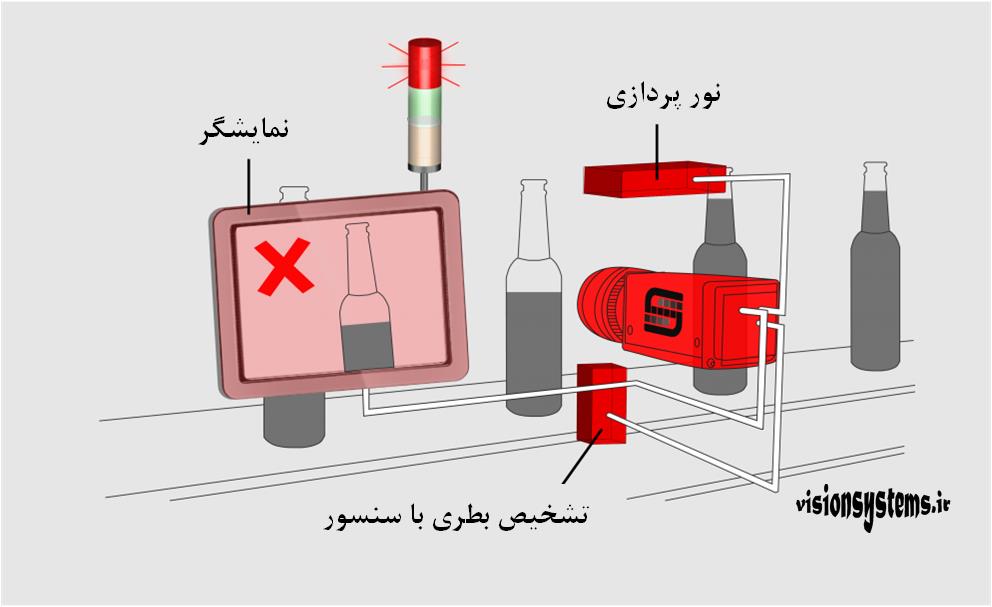
As mentioned, industrial cameras can capture images with a pulse. Therefore, when we want to capture images of products on the production line, it is sufficient to install a sensor that sends a signal for image capture to the camera when parts pass in front of it. In the image below, the presence sensor detects the bottle, and the image capture signal is sent to the camera.
Smart Quality Control Cameras
In addition to the mentioned cameras, smart sensors and cameras can also be used for quality control of products. Smart cameras and image processing sensors are equipped with processors, and image processing operations are performed by these cameras. In other words, if we use a smart camera for quality control, we no longer need a separate computer. The image below shows a smart quality control camera produced by Cognex. For more information about image processing cameras and smart sensors, click here.

Quality Control Software with Cameras
As mentioned, the role of the camera is to capture images and transfer them to the computer. The images are then examined by quality control software on the computer. Quality control software can identify defects in the images through image processing. One of the most powerful software in this field is Halcon software. Using this software, various types of products can be identified. The environment of this software is shown in the image below.
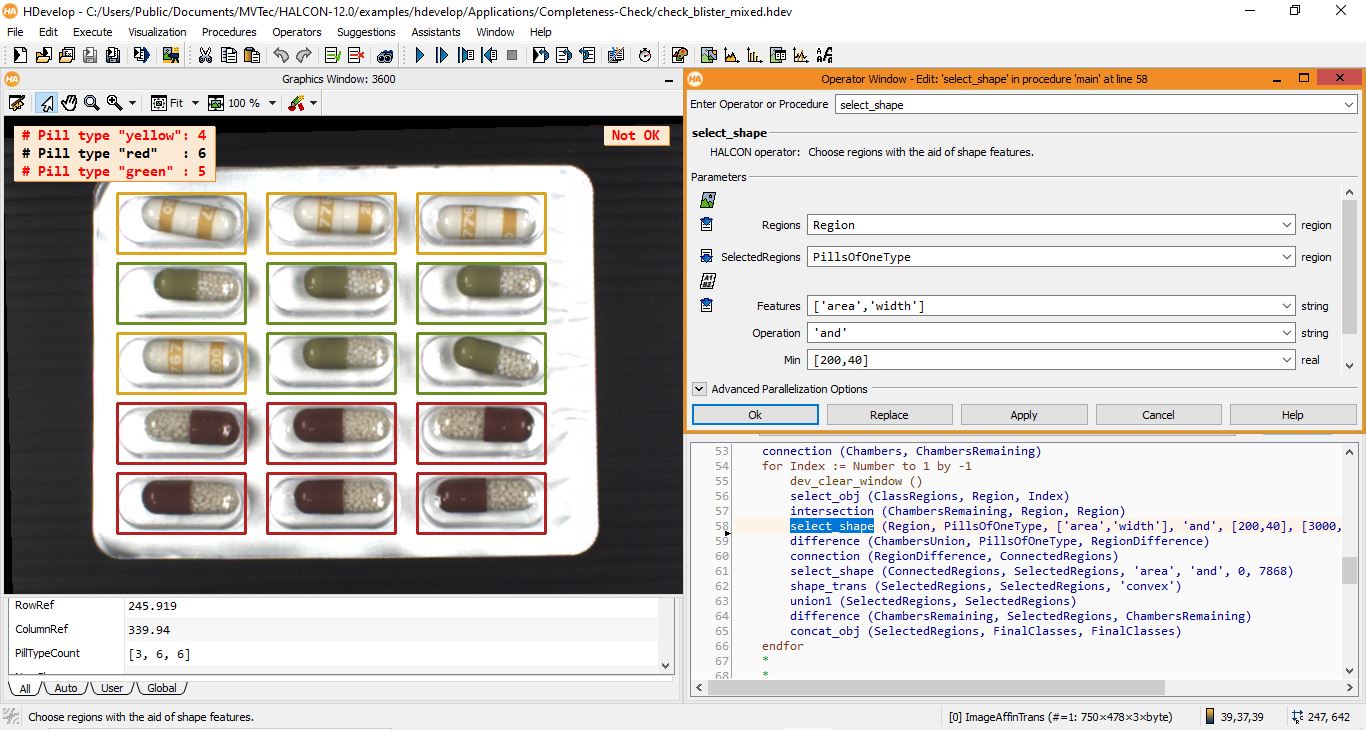
For more information about the powerful Halcon software, click here.
Applications of Quality Inspection with Cameras
Quality control with cameras has various applications and can be used for quality control of various medical, pharmaceutical, industrial, agricultural, and other products. Below are some examples of these applications.
Quality Control of Medical Products
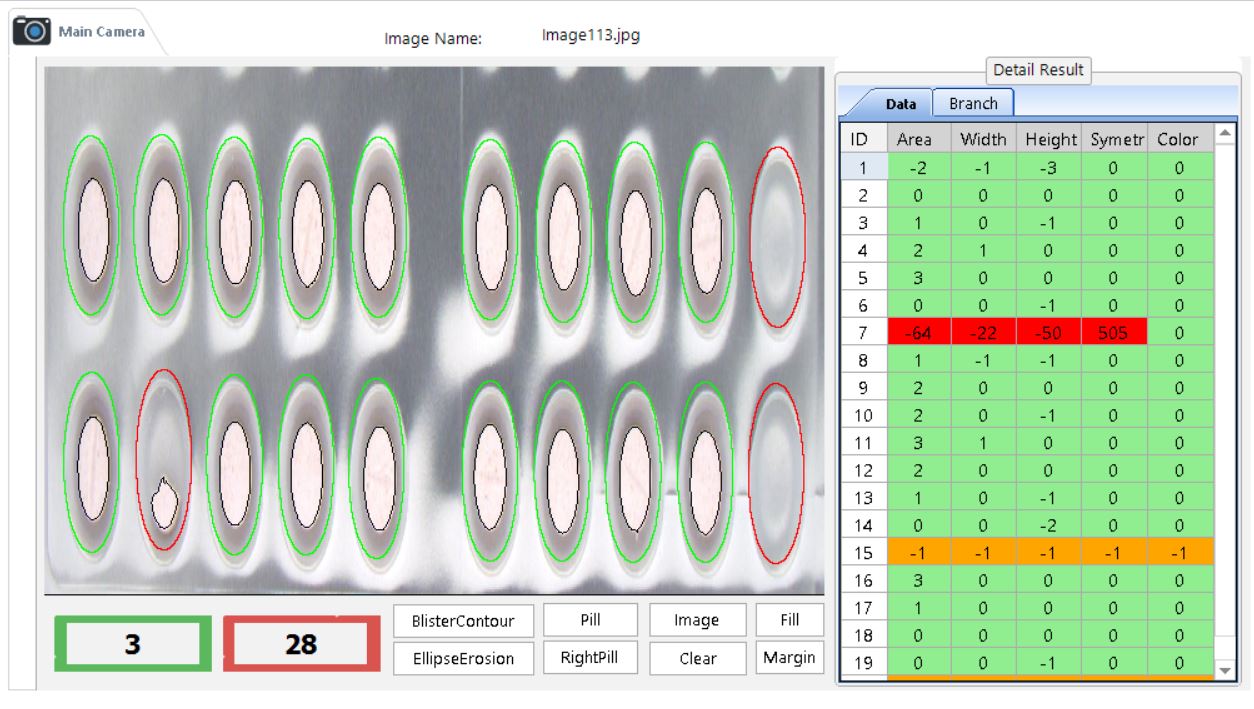
With machine vision cameras, we can inspect the quality of various medical products. Some applications of quality control in medical products include checking for the absence of particles inside ampoule serum, quality control of printing on various pharmaceutical products, and identifying various defects in pharmaceutical products. For example, we can detect empty or broken pills, as shown in the image below. Green circles represent correct pills, while red circles indicate errors.
Quality Control of Printing
One of the most common applications of vision inspection with cameras is quality control of printing. In these systems, the captured image from the camera is compared to the correct print model, and errors are identified accordingly. As an example, the image below shows the error area marked in red.

Identification of Food Products
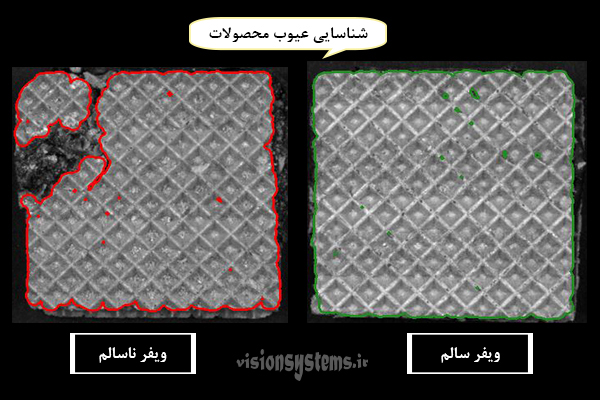
Today, various factories producing food products use machine vision systems to inspect and detect defects in their products. For example, in the image below, the defects in a wafer can be detected using quality control with cameras.
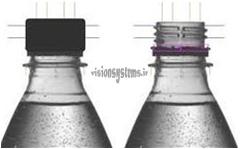
We can also use quality control with cameras to inspect the “absence of bottle cap,” as shown in the image below.
Inspection of Industrial Products
Quality control with cameras can be used in inspecting various industrial products. Depending on the need, we can use this solution in various scenarios. For instance, after assembling a part, we can verify its complete accuracy. In other words, we can check whether all components are in their proper positions. In the image below, a camera is inspecting the complete assembly of a car steering wheel.

Dimensional Control of Industrial Products
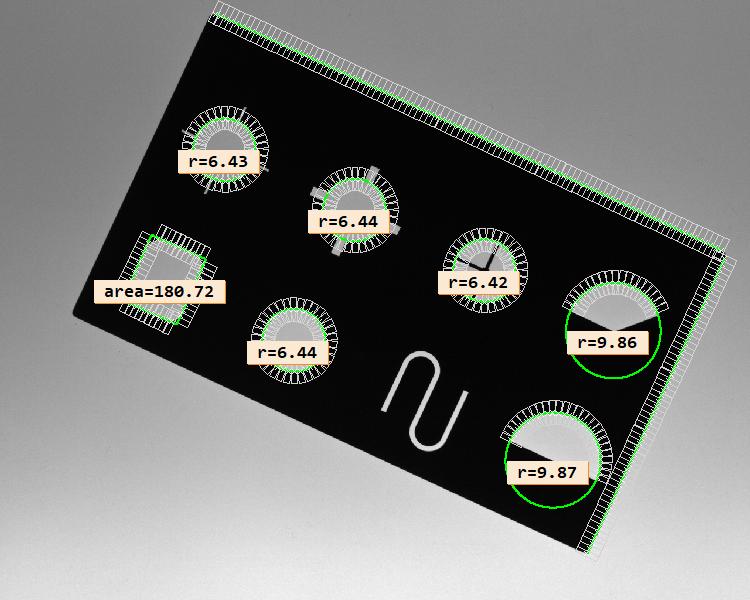
Another common application of quality control with cameras is the detection of component dimensions. Many industrially produced parts, such as automotive components, must have specific dimensions. In the quality control inspection with cameras, the image of the part is first captured by the camera. Then, with quality control software, we determine the dimensions of the component. If the dimensions are greater or less than the allowable value, we identify the part and declare it as an error. As an example, in the image below, the radii of the circles on a part are extracted for inspection.
For 40 important applications of machine vision, click here.
Lighting and Quality Control of Products with Cameras
Usually, to capture an image with a camera, we need to appropriately illuminate the environment using lighting. Therefore, we use various types of lights, generally LED lights, based on our needs. The image below shows several examples of image processing lights. For more information about the types of lights used in quality control systems, click here.

The Vision Systems team is active in the field of education, consultation, and implementation of machine vision systems. If you are looking to implement a quality control system with cameras or have any questions in this regard, contact us.
Related Articles